Mạ kẽm nhúng nóng là gì? Các yếu tố ảnh hưởng mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng là quá trình tạo ra lớp phủ kẽm bền vững với mục đích bảo vệ cấu trúc thép nhằm tăng tuổi thọ của sản phẩm. Ưu điểm của mạ kẽm nhúng nóng là có thể mạ cho nhiều sản phẩm khác nhau kể cả những chi tiết có cấu tạo phức tạp.
Khác hoàn toàn với những quy trình tạo ra những sản phẩm mạ khác thì kết cấu của thép trước khi được thực hiện mạ kẽm nhúng nóng có thể ảnh hưởng đến hình dạng cũng như đặc tính của sản phẩm sau khi mạ nhúng kẽm nóng tạo thành.
Các yếu tố ảnh hưởng đến sự hình dạng và đặc điểm của lớp phủ mạ kẽm nhúng nóng bao gồm:
- Kích thước và hình dạng của sản phẩm
- Đặc điểm hóa học của thép
- Các đặc tính của bề mặt thép
- Thiết kế của sản phẩm
- Quy trình mạ kẽm nhúng nóng
Kích thước và hình dạng của ống thép luồn dây điện
Thông thường kẽm sẽ bắt đầu đông lại ở nhiệt độ 4200C, vì thế ống thép sau khi được mạ kẽm sẽ đông lại rất nhanh và tạo thành lớp vỏ bao phủ sản phẩm sau khi được rút ra khỏi bẻ kẽm nóng chảy. Nếu ống thép quá dày thì sự lưu nhiệt lâu, dẫn đến kẽm nóng chảy và rút đi rất nhanh.
Vì vậy, theo các chuyên gia thì kích thước của ống thép phải tương thích với bể mạ thì ống thép mới được nhúng hoàn toàn vào bể và lớp mạ kẽm cũng được phủ đều lên bề mặt thép.
Đặc điểm hóa học của thép
Tốc độ phản ứng của kẽm nóng chảy với thép để tạo thành lớp phủ mạ kẽm phụ thuộc vào các đặc điểm hóa học của thép. Sắt nguyên chất có tỷ lệ phản ứng với kẽm nóng chảy tương đối thấp.
Thành phần của thép thường chứa các nguyên tố khác, trong đó phổ biến là carbon, mangan và silic. Lưu huỳnh và phốt pho là những nguyên tố sinh ra do các nguyên liệu được sử dụng trong quá trình chế tạo thép.
Trong số nguyên tố này, silic và phốt pho có ảnh hưởng nhiều đến đặc điểm của lớp phủ mạ kẽm, silic ảnh hưởng nhiều nhất đến vẻ ngoài của lớp phủ mạ kẽm.
Phần trăm của silic cao (trên 0,20%) có thể làm cho lớp phủ mạ kẽm xuất hiện màu xám nhạt, hoặc xuất hiện biến nhiều vết loang lổ.
Lượng phốt pho cao có thể làm cho sản phẩm mạ kẽm có màu xám đậm hơn.

Phương pháp mạ kẽm nhúng nóng
Các đặc tính của bề mặt thép
Các đặc điểm của bề mặt của thép sẽ ảnh hưởng đến lớp phủ mạ kẽm theo hai cách. Bề mặt thép thô sẽ có diện tích trên một đơn vị bề mặt lớn hơn, do đó tạo nên lớp phủ mạ kẽm dày hơn. Phần cán nóng thường tạo ra lớp phủ mạ kẽm dày hơn so với bề mặt nhẵn, cán nguội khoảng 30-50%.
Những khuyết điểm trên bề mặt thép sẽ vẫn xuất hiện trên bề mặt sản phẩm thép mạ kẽm nhúng nóng.
Thiết kế của sản phẩm
Việc thiết kế kết cấu ống thể cũng ảnh hưởng đến chất lượng mạ kẽm, yêu cầu ống thép phải phù hợp với quy trình của mạ kẽm nhúng nóng. Bởi theo tiêu chuẩn mạ kẽm nhúng nóng thì lớp kẽm phải được phủ đều lên toàn bộ ống thép, đối với phần kẽm thừa phải được rút khỏi dễ dàng, vì lượng kẽm còn đọng lại bên trong sẽ có ảnh hưởng đáng kể đến cấu trúc của ống thép.
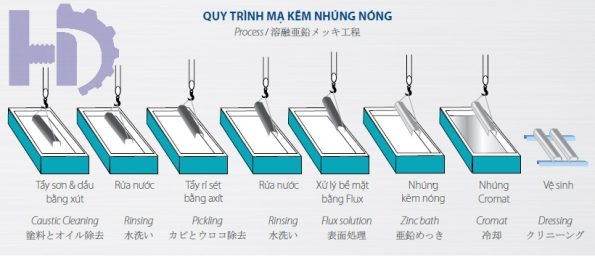
Quy trình mạ kẽm nhúng nóng
Trước khi mạ kẽm, thép được xử lý về mặt hóa học và ở giai đoạn cuối cùng, thép được nhúng vào dung dịch kẽm amoni clorua (ZAC). Quá trình này sẽ tạo ra một lớp tinh thể ZAC mỏng trên bề mặt thép.
Quy trình mạ kẽm nhúng nóng
Khi thép được nhúng vào bể kẽm nóng chảy, một số phản ứng sẽ xảy ra:
Các tinh thể ZAC này được kích hoạt bởi kẽm nóng chảy và thực hiện một bước làm sạch cuối cùng trên bề mặt thép. Các sản phẩm oxy hóa bởi phản ứng này bao gồm hỗn hợp của kẽm clorua và kẽm oxit. Những sản phẩm oxy hóa nhẹ hơn kẽm sẽ nổi lên bề mặt. Chúng được gọi là tro kẽm.
Khi thép đạt đến nhiệt độ của bể chứa kẽm nóng chảy, kẽm phản ứng với thép để tạo thành một loạt các hợp kim kẽm sắt. Một số các tinh thể hợp kim kẽm sắt thoát ra khỏi bề mặt của thép và tan vào bể kẽm nóng chảy.
Bể kẽm nóng chảy trở nên bão hòa với sắt. Trạng thái bão hòa này thường là khoảng 250 phần triệu tại nhiệt độ kẽm nóng chảy.
Theo thời gian, những tinh thể hợp kim kẽm sắt sẽ đông lại và chìm xuống đáy của bể chứa kẽm nóng chảy, chúng được gọi là xỉ kẽm. Xỉ kẽm được loại bỏ ra khỏi bể chứa kẽm nóng chảy định kỳ bằng các thiết bị đặc biệt. Xỉ kẽm là tinh thể và có nhiệt độ nóng chảy cao hơn nhiều so với kẽm (nhiệt độ nóng chảy của xỉ kẽm là 6500C, của kẽm là 4200C).
Bề mặt kẽm nóng chảy liên tục bị ôxy hóa, lớp màng oxide này luôn luôn xuất hiện trên bề mặt kẽm.
Trong quá trình mạ kẽm nhúng nóng nếu ống thép mà xuất hiện xỉ kẽm và tro kẽm sẽ gây ảnh hưởng đến chất lượng mạ. Cụ thể:
Xỉ kẽm: là do các tinh thể hợp kim kẽm sắt hình thành do các phản ứng của ống thép và kẽm khi nhúng vào bể mạ thì một số tinh thể hợp kim kẽm sắt thoát ra ngoài bề mặt ống thép và rơi vào bể kẽm. Lâu dần các tinh thể này sẽ lắng xuống đáy gọi là xỉ kẽm.
Tro kẽm: là sản phẩm oxi hóa được hình thành trong quá trình làm sạch cuối cùng trên bề mặt thép. Trong hỗn hợp này bao gồm clorua và kẽm oxit làm ảnh hưởng đến chất lượng xi mạ ống thép.
Nếu ống thép bị tác động của xỉ kẽm sẽ làm cho bề mặt ống thép bị thô và sần, còn tro kẽm làm ống thép không còn độ sáng bóng và làm biến đổi màu sắc trên sản phẩm mạ kẽm.
Để nâng cao chất lượng sản phẩm ống thép mạ kẽm luồn dây điện thì trong quá trình thi công đòi hỏi người thợ phải tuân thủ nghiêm ngặt các nguyên tắc của mạ kẽm nhúng nóng. Bên cạnh đó, cũng hạn chế các tác động bên ngoài nhằm mang đến sản phẩm đạt chất lượng và giá trị thẩm mỹ cao.
Nếu bạn còn đang có những băn khoăn hay thắc mắc về sản phẩm ống thép mạ kẽm luồn dây điện thì hãy liên hệ với các nhân viên tư vấn của Công ty TNHH Vật Tư Cơ Điện Hải Dương để được hỗ trợ.
Để biết thêm thông tin chi tiết và nhận báo giá xin vui lòng liên hệ:
Mr Ánh: 0983687420
CÔNG TY TNHH VẬT TƯ CƠ ĐIỆN HẢI DƯƠNG
Địa chỉ: Số 3, Ngõ 97 Đường Gia Thượng, Phường Thượng Thanh, Quận Long Biên, TP Hà Nội.
Email: vattuhaiduong@gmail.com
Website: https://ongdienchongchay.com/
Catalog tham khảo: catalog-hai-duong.pdf